ストロークフォントについて

ストロークフォントと言うとあまり聞き慣れない言葉だと思いますが、私たちが小学校の頃、宿題で漢字の書き取り練習をしたり、ボールペンで荷物の受け取りにサインをしたりする文字がストロークフォントです。専門的には、輪郭情報が無く中心線のみで作られている文字の事となります。
さて、このストロークフォントは、太いペンを用いれば太字になり、ごく細いペンで書けば細い線で書かれた文字になるのですが、文字の高さや大きさを変えずにペンの太さだけを変えた場合、太いペンで書けば隣り合った線が重なってしまい文字は潰れてしまう事もあります。半面、細い線で書けば文字を小さくする事が出来ますよね。
機械彫刻で用いている文字も、このストロークフォントを多用していますので、文字の大きさにあった線の太さになる様に、鉛筆やサインペンの代わりに切削する刃物の直径を選択して、文字の大きさに似合った線幅になる様に心がけています。
日常的に書いている文字の多くはストロークフォントです。
文字の線の太さは用いるペンや刃物の直径によって調節します。
仕上がる文字の線幅は、文字の高さの8%~10%程度が目安です。
コンピュータ彫刻機では、線幅4.0mm迄がストロークフォントで対応。
コンピューター彫刻機で線幅4.0mm以上は浚い彫りになります。
手動彫刻機では、線幅12mm迄可能です。
手持の線文字データーが無い場合、別途費用が発生します。
下記以外の寸法は、お気軽にご連絡ください。
アウトラインフォントについて

上記のストロークフォントに対して、文字の輪郭線に座標や長さ、角度や曲線の度合いなどの情報を持たせた文字をアウトラインフォントと言います。コンピュータなどではこの情報を素早く処理しているので、不自由はないのですが、彫刻を行う上では幾つかの手順を必要とします。
日常の生活の中で、似たような作業は『ぬり絵』でしょうか。絵や文字の外枠が予め描かれていて、枠の内部を好きなクレヨンで塗り潰す様に実際の彫刻でもアウトライン部分を切削した後に内部を削り取ります。
彫刻に用いる刃物には、直径分の幅がありますから、文字や図柄の大きさに似合った刃物の選択と制作、刃物の直径を考慮した切削データーの作成が必要になります。また、回転する刃物で切削するので、ゴシック調の文字など文字の角が尖った状態にはなりません。必ず用いる刃物の半径分の円弧が残ってしまいます。
アウトラインフォントやロゴなどは、浚い切削になります。
必ず刃物の半径分の円弧が残ってしまいます。
明朝体や毛筆体など細かい表現が必要な場合、細い刃物を用いる必要があります。
細い刃物1本で彫刻を行う場合、浚う時間が掛かり非常に割高になります。
ぬり絵の様にランダムに刃物を動かして浚う事も可能です。(不効率なので行いません)
刃物が最短の移動距離で浚えるように、切削用のCADデーターを作成します。
手彫刻機を用いる場合、原型の作成が必要にります。
図面おこしと切削データー作成について
線文字以外の文字やロゴの元データーによっては、彫刻加工以外に別途費用が発生します。これは、コンピュータ彫刻機/手動彫刻機に関わらず、彫刻する部分を座標や溝などで指定してやらなければならないからです。特にロゴやマーク、見本品と同じに彫刻を行う場合が多い傾向にあります。
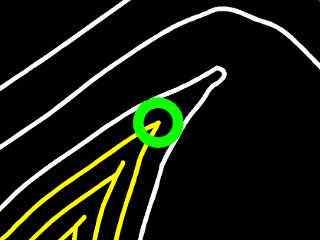
手順を追って説明すると、依頼された彫刻がロゴやマークの場合、最初に行うのは図柄を構成している曲線や直線などを長さや角度を測定しながらCADにて図面(画像の白線部分)を描きます。彫刻は、この図面のままだと加工できませんから、次に出来上がった図面から、実際に刃物が移動する為の図面(画像黄色線)を作成します。この図面は用いる刃物(画像緑の円)の大きさや角度などを調整して書き直す事で、最初に作製した図面に近い図柄が彫刻出来る様になります。
この後は、出来上がった切削図面から機械が動くための命令文を作成して、実際の彫刻作業に入っていきます。また、コンピュータ彫刻機ではデータから彫刻する事が可能ですが、手動彫刻機では原盤が必要になります。画像の黄色線だけをの溝を彫った物です。大きな文字や切削量の多い場合には、手動彫刻機を用いる必要があります。
DXFの拡張子データーがあれば、図面を起こす必要はありません。
DXFファイルから、切削用のデーター作成します。
手持の切削データーにない、大きな線文字などでは切削データーの作成が必要な事もあります。
FAXや現物見本、手書き図面や写真などは、図面起こしの作業が必要になります。
ロゴやマークなど、細部の表現を重視する場合、極細い刃物用のデーター作成を行います。
細部の表現、特に角や尖った部分は曲線でしか表現できません。
切削データーから試し彫りした物や印刷を行ったもので、ご希望の表現に沿うか校正をお願いします。
CADにて作った図面や切削データーは、外部(依頼主様を含む)へ提供することはありません。
図面起こし費用、切削データー作成費用は、下記のとおりです。
| 元データ |
図面起こしの有無 |
費用 |
切削データーの作成 |
費用 |
| 手書き |
必要 |
2000円~ |
必要 |
1500円~ |
| FAX図面 |
必要 |
2000円~ |
必要 |
1500円~ |
| 現物見本 |
必要 |
2500円~ |
必要 |
1500円~ |
| DXFファイル |
不要 |
0円 |
必要 |
1500円~ |
| 他のファイル |
必要 |
2000円~ |
必要 |
1500円~ |
原盤の制作について
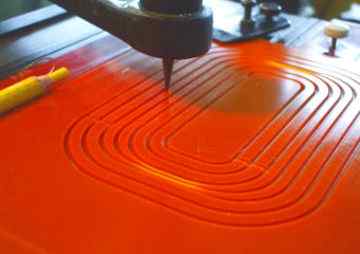
手動彫刻機を用いる場合には、原盤が必要となります。原盤は仕上がる彫刻の大きさと用いる刃物の太さなどを考慮して、浚う部分をすべて削り取って、原盤をなぞる棒(スタイラス)の太さを変えてランダムに浚い取る方法もあるのですが、原盤を浚い取る時間と原盤から材料を浚うのに時間が掛かってしまうので、最短の移動距離で浚えるように上記画像の黄色線だけを樹脂や金属の板に彫り込んで制作します。この溝をなぞると、刃物は溝の長さや曲線の通りに対象物を切削して行きます。
原盤を用いた彫刻は、同じ内容を多数彫刻する場合や非常に精度を求められる場合には最適です。原盤は仕上がる彫刻の1倍~50倍の大きさで作りますが、文字やロゴの場合原盤の大きさは2倍~10倍程度といったところでしょうか。
精密な彫刻を手動彫刻機で行う場合、この原盤の大きさ(倍率)が重要になります。例えば1辺が10mmの正方形を彫刻する場合、各辺の誤差をケガキやテーブルのダイヤル操作で0.01mm以内に収めるのは難儀します。 そこで、10倍の大きさで原盤を作ると原盤の誤差が0.1mmあったとしても、仕上がったものは大きさも誤差も10分の1になりますから、0.01mmに仕上がる事になります。
当方では、精度を求めて原盤を作る場面よりも、コンピュータ彫刻機に乗らない大きさの物や切削が深い場合には手動彫刻機を用いますので、数量の多少に関わらず作製しています。
彫刻に用いる刃物の直径に合わせて制作しますので、異なった刃物の直径では使用できません。
同じ図柄やロゴなどでも、彫刻後に仕上がる大きさが異なる場合、原盤を流用することが出来ません。
文字の高さが100mmの場合、2倍の原盤の大きさは文字200mm+余白になります。
文字の大きさ(文字高60mm以上)によっては、一文字ずつ2倍の原盤が必要になる事があります。
機械銘板やゴルフヘッドへのロゴやマークの彫刻には、8~50倍の原盤を作成する事もあります。
多数の穴あけ加工にも、原盤を制作する事があります。
杭やブロック状のものに、多数の線文字を彫刻する場合にも、2-3倍程度の原盤を作ります。
原盤制作は、手動彫刻機を用いる場合には必ず必要となります。
原版の価格は、彫刻する文字やロゴの大きさによって異なります。
以下の価格は、あくまでも参考価格です。彫刻内容によっては高くなったり安くなったりします。
彫刻内容を確認した時点で、その都度見積りさせていただきます。
作製した原盤は、依頼主様や外部への販売と提供は行いません。
| 彫刻対象 |
原盤倍率 |
原盤材料 |
原盤の大きさ |
参考価格 |
| 300mmx400mm以上の板 |
2倍~6倍 |
ベークライト |
文字高60㎜用 2倍原盤1文字分(線文字) |
1800円~ |
| 厚み35mm以上の板や柱状 |
2倍~6倍 |
ベークライト |
文字高80㎜用 2倍原盤1文字分(線文字) |
2300円~ |
| 彫刻深度3.0mm以上の加工 |
2倍~10倍 |
ベークライト |
図柄サイズ120㎜用 2倍原盤1図柄分 |
3500円~ |
| ロゴなど手動彫刻機を使う時 |
8倍~50倍 |
ベークライト |
ロゴサイズ40㎜用 8倍原盤1ロゴ分 |
4700円~ |
| 切り抜き/穴あけ加工を行う時 |
2倍~20倍 |
ベークライト |
穴加工220x150㎜板用 2倍原盤穴23個分 |
5500円~ |
| 木質素材の時 |
2倍~6倍 |
ベークライト |
文字高80㎜凸文字用 3倍原盤1文字分 |
7500円~ |